9.4.1. CIF¶
La CNC CIF permet de lancer un usinage avec 4 outils différents: * Fraise javelot hélicoïdale * Fraise de 2mm * Forêt 0,9mm et 1,2mm
A l’Ensibs, cette machine est principalement dédiée au fraisage des circuits imprimés. Le logiciel intégré Galaad comprend plusieurs modules FAO et s’interface avec le directeur de commande de la CNC.
9.4.2. Module Percival: Préparation de l’usinage¶
9.4.2.1. Import des fichiers de fabrications¶
Lancer Percival
Fichier → ouvrir → nouveau circuit
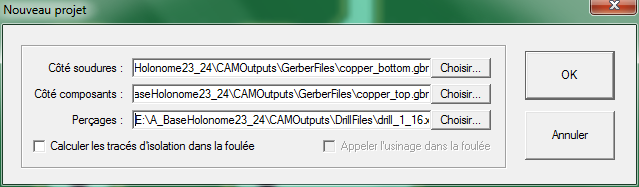
Fixer les chemins des différents répertoires : côtés soudures et composants, perçage.
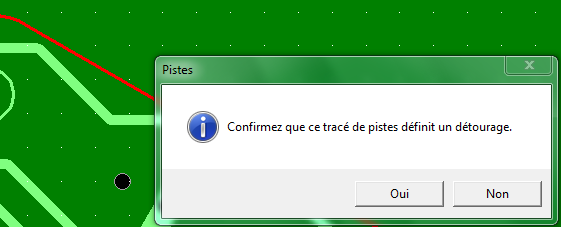
9.4.2.2. Détourage de la carte¶
Valider le contour de carte proposé par défaut.
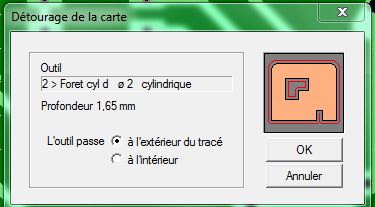
Choix du détourage :
extérieur pour découper la carte
intérieur pour les trous de fixations
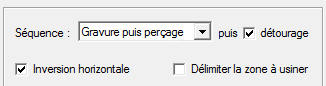
9.4.2.3. Cas d’un PCB simple face¶
Pour faciliter les manipulations, il est préférable de fermer la couche n° 2 :
Affiche→ couche n°2
fichier → fermer la couche
9.4.2.4. Contours d’isolations¶
Usinage → Contours d’isolations → Calculer les contours
Si le résultat semble correcte passez à l’opération suivante sinon retoucher le circuit sous KiCad.
9.4.2.5. Redimensionner¶
Fichier → Dimension
On reste en recadrage par défaut et ne laissez pas le logiciel modifier la profondeur de perçage.

9.4.3. Réglage et préparation de l’usinage sous Galaad¶
9.4.3.1. Relever la dimension du brut¶
Fichier → Dimension du brut
9.4.3.2. Choisir et coller le brut sur le plateau de la machine¶
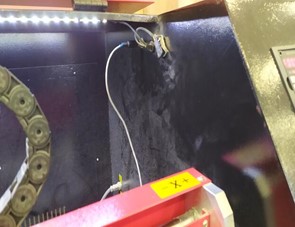
9.4.3.3. Mesure de planéité¶
Mettre le palpeur de planéité en place au niveau de la broche et le connecter

9.4.3.4. Lancer le relevé de planéité¶
Paramètre→ Machine → complet → avancé
Décocher/coher “”Activer la correction de planéité en Z””
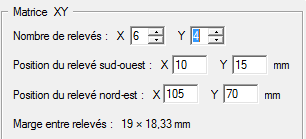
Renseigner les positions sud-ouest et nord-est en fonction de la dimension du brut
Régler le nombre de relevés de manière à avoir une marge ≤ 20mm
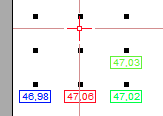
Lancer le palpage, récupérer la 1er valeur Za en sud-ouest. Za sera ensuite utilisée pour déterminer l’origine pièce en Z.
9.4.3.5. Accès à l’interface d’usinage¶

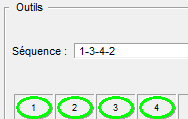
Vérifier et si besoin régler la séquence des outils 1-3-4-2
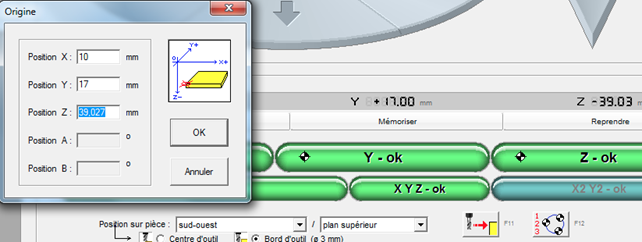
Origine pièce
Boite de dialogue “”Charger l’outil n°1”” → OK
Fixer l’origine pièce X=10, Y=17, Z=Za-8,25
Lancement de l’usinage
